
Revolutionizing Biogas with Innovative New Technology
December 6, 2024
The Montrose biogas team comprises industry pioneers who lead in early-stage project evaluation, permitting, technology selection, design, engineering, procurement, construction management, and long-term operations and maintenance for projects of all sizes. This multi-disciplinary team can provide the comprehensive suite of services necessary to see a project from vision to completion. Collectively, we have helped over 60 farms and landfills along their renewable natural gas (RNG) journey.
Montrose Environmental Group (MEG) and TreaTech
In late 2021, MEG’s biogas and R&D teams began evaluating differentiated technologies to complement its Anaerobic Digestion (AD) projects. Anticipating additional growth in the low-carbon energy industry and looking for additional technologies to broaden its service offering, the team evaluated a number of technologies such as pyrolysis, hydrothermal liquefaction, fluidized bed gasification and hydrothermal gasification (HTG). Through further examination of HTG, MEG connected with TreaTech in the spring of 2022 as they were planning to commercialize their technology.

Through discussion with Frederic Julliard and Gael Peng at TreaTech, and a few additional third parties, MEG committed to TreaTech’s Series A funding round in July 2023. Bringing its experience in technology commercialization capabilities and aligned objectives in low-carbon energy production, MEG and TreaTech are working together to deliver a solution to the market which will help its customers create energy security, be compliant with waste management and associated emissions regulations, and limit the impact of climate change.
What is Hydrothermal Gasification?
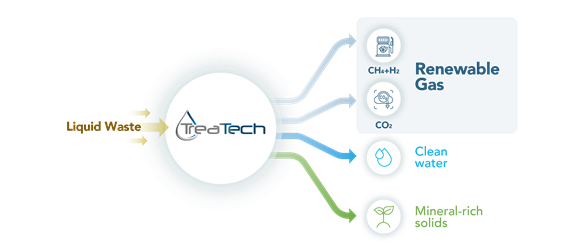
Hydrothermal Gasification (HTG) is a thermochemical process that utilizes high pressure and high-temperature conditions to convert organic waste into hydrogen and methane. Utilizing water as a reagent, the conditions allow the production of methane and hydrogen and eliminate pathogens and pollutants while preserving water resources and recovering mineral components. Potential biogenic and non-biogenic feedstocks include:
- Agricultural waste and effluent
- Industrial food waste streams
- Wastewater treatment plant sludges
- Other organic effluents such as solvents, oils, petrochemical and chemical waste streams
Compared to Anaerobic Digestion (AD), a well-developed and commercialized technology focused on fermentable material with conversion rates of 40-70%, HTG converts 85-99% of influent carbon. HTG looks to expand the circularity of AD by:
- Increase gas production (biogas, RNG, hydrogen) per unit of feedstock introduced
- Increase recovery of fertilizers/nutrients (Potassium, Nitrogen, Phosphorous)
- Provide industrial-quality water
How Does HTG work?
Pretreatment, Pressurization and Heating
Preparation is highly dependent on the feedstock but is generally considered ready once % dry matter and particle size is prepared and any non-preferred materials are removed. The feedstock is then pressurized via high-pressure pump to a minimum of ~3200 psi and heated to ~705 F. Energy recovery/utilization from the downstream gasification process is utilized to reduce input energy costs.
Many of the organic wastes that can be processed via HTG contain inorganic materials. These inorganic compounds precipitate under the process conditions noted and are separated from the organic stream as salts via an extraction system. This brine can be treated or otherwise utilized, depending on the components (phosphorus recovery, for example) or used in other processes (such as concrete production)
Gasification
Montrose is primarily focused on using catalysts in the HTG process. Noncatalytic HTG processes are also in development, but they require greater temperature conditions to achieve conversion.
Catalytic HTG utilizes industrial-ready catalysts to maximize gas production and reduce heat input requirements for the process. Typically converting 99% of the organic carbon, typical methane concentrations in the product steam are 50-70% Methane and 5-10% Hydrogen, with the remainder being CO2. Processing of this gas is very similar to processing gas produced from anaerobic digestion processes, with the added benefit that the effluent gas is already pressurized, and expansion (power recovery) can be utilized for gas entry into the grid.
Some limitations for HTG are required to be addressed:
- Feedstocks that contain sulfur require additional treatment as sulfur compounds reduce effectiveness or severely limit catalyst performance.
- Catalyst degradation occurs over time, this requires either replacement or regeneration costs.
Post Gasification
The gas produced by HTG is typically separated from the remaining constituents via flash drum or pressure reduction step. It is then purified and then distributed via typical industrial systems. It can also be further processed via methanation processes.
The residual liquid phase is produced is primarily water which is analyzed for residual organic material and nitrogen content. Depending on water discharge regulations, specific nitrogen removal processing may occur. Residual water from Catalytic HTG contains no or few impurities.
What does 2025 look like?
MEG and TreaTech, along with its other partners, are evaluating many feedstocks for energy potential and optimization of performance, along with progressing many R&D efforts. With the commencement of VISTA, TreaTech’s industrial pilot in late 2024, industrialization and full-scale plant design and operation will be a key focus.